












Description
1. Guaranteed Depth Control; Within ±0.004”
2.Chatter-free clutch has positive engagement which allows for a smoother, more accurate operation and more rapid reversal. Radial Float is SELF-CENTERING to compensate for hole center-misalignment.
2.Unique Double Spring mechanism produces automatic feed and cushion drive. There are 2 springs for the feed and 2 springs for the reversal. Pre-set torque control permits easy operation of tap brake torque control.
3.Head comes complete with 2 collets.
4.Tapping Capacity in steel: #4-1/2”(M2-M7), Jacobs Taper J-6, REC. Max. Speed: 1500RPM
5.For Drill Presses, Drill Units E ManuallyOperated Machines With Rotating Spindles
| SKU | BJ0101001 | BJ0101002 | BJ0101003 |
| Tapping Capacity in Steel | #0-1/4″ (M2-M7) | #4-1/2″(M5-M12), 1/8″ NPT | 5/16-3/4″(M8-M20), 1/8″, 1/4 NPT |
| REC.Max Speed (RPM) | 1500RPM | 1000RPM | 600RPM |
| Reverse Ratio | 1:1.6 | 1:1.75 | 1:1.75 |
| Body Diameter | 2.215 | 2.95 | 3.58 |
| Overall Length | 5.118 | 6.14 | 8.03 |
| Clockwise Compression | 0.197 | 0.197 | 0.236 |
| Expansion | 3.5mm/0.140″ | 5mm/0.197″ | 6mm/0.240″ |
| Counter Neutral | 0.0023 | 0.0027 | 0.0036 |
| Clockwise Expansion | 0.394 | 0.551 | 0.551 |
| Uses Collets | 0.098-0.165(2.5-4.2mm) 0.165-0.256(4.2-6.5mm) |
0.138-0.276(3.5-7mm) 0.276-0.394(7-10mm) |
0.236-0.354(6-9mm) 0.354-0.551(9-14mm) |
| Morse Shanks | MT2-JT6 MT3-JT6 |
MT3-JT6 MT4-JT6 |
MT3-M20 MT4M20 |
| Net Weight | 4.85lbs | 13.33lbs | 15.32lbs |
| Gross Weight | 5.51lbs | 15.32lbs | 17.86lbs |
| Meas | 10.43×7.20×3.23inch | 11.81×9.25×3.94inch | 14.49×9.84×4.92inch |
The threads of the shaft and nut are finely machined after heat treatment, with good axiality and high accuracy

Some parts are machined on the machining center, with accurate dimensions and high surface quality
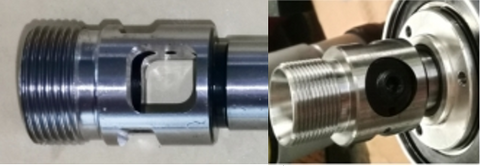
The stop arm is made by laser cutting and precision grinding

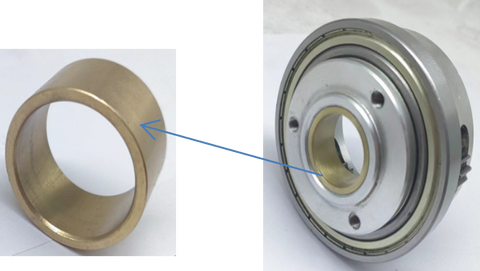
The material of the parts here has been changed to copper sleeve, which is more wear-resistant, flexible protection, and has a longer service life
5.Method and step
① Mounting the chuck:Clean up the connecting parts of both the adaptor and the chuck and mount them onto the machine spindle after they have been assembled.
② Mounting the tap: Insert the tap into the chuck while watching the position of the tap handle from a window. Then, insert the square hole of the clamping device and tighten the lock nut with a wrench prior to fastening the top screw of the clamping device
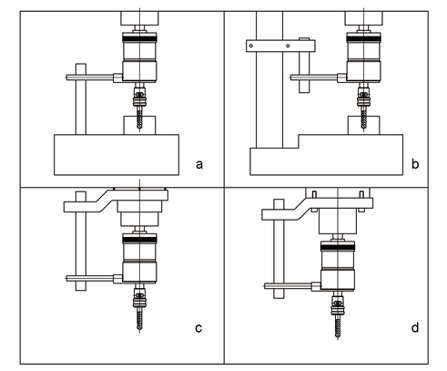
③ Mounting the brake rod: Referring to Figures 1,the brake should be of a certain rigidity to with stand the torque of a reversing tap(Arod made of steel 45#,ψ20-30,HRC45 is recommended) is mounted either on the no rotating part of the spindle end or on the worktable
a.The brake rod is mounted on the worktable
b.The brake rod is mounted on the column of the machine tool
c.The brake rod is mounted on the spindle quill
d.The brake rod is mounted on the flange of the spindle quill end
④Adjusting the torque: Aoroper torque shown with numbers 1,2,3,4 on the main body periphery is selected according to the diameter to be topped and the material of the work piece, showing that the chuck can stand the toeque varies form small to large and can be selected by the operator hinself.In case of materials which are difficult to be tapped, two operations are recommended.
⑤Tapping: The operator should align the tap mounted on the machine tool with the machined screw blank hole on the work piece and operate referring to Figures.
“6.How to adjust the torque
You can choose a suitable torque level from numbers 1, 2, 3, 4on the main body circumference based on the diameter andmaterial of the work piece. The chuck can withstand differenttorque levels from low to high and can be adjusted by theoperator himself. For materials that are hard to tap, it isadvisable to do two passes.”




Reviews
There are no reviews yet.